Lángvágás technológiájaA lángvágás termikus vágás. Jellegét tekintve égető vágás. Az anyag a vágási résben csaknem teljes vastagságában elég, a keletkező égésterméket nagy sebességű oxigénsugár fújja ki. A lángvágás elve hogy oxigén-éghető gáz keverékkel az anyagot gyulladási hőmérsékletre hevítjük, majd oxigénsugárban elégetjük és kifújjuk a vágási résből. |
A lángvágás feltételei:
|
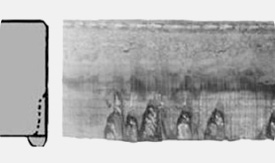
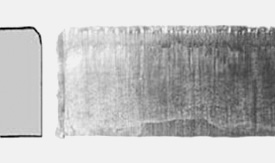
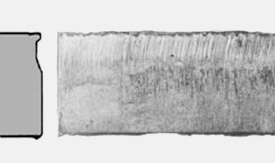
A lángvágás hibái:
|





|
Amennyiben további kérdései lennének,
hívjon minket bizalommal! +36 30 291 5832 |