|
A plazmavágás lehet:
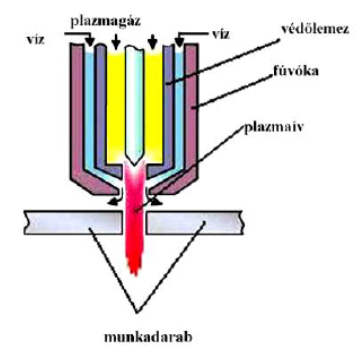
Plazmaíves vágás
Általánosabban elterjedt változat a plazmaívvel történő vágás. Az ív akkor jön létre, ha elektromos áram folyik a nem megolvadó elektródtól az elvágandó, elektromosan vezető munkadarab, azaz az anód felé. A munkadarab megolvasztásához szükséges energiát egyrészről a plazmasugár, másrészről a villamos ív szolgáltatja. A plazmagázok a villamos ív hatására részben felbomlanak és ionizálódnak – elektromos vezetővé válnak – az ívben, majd a nagy energiasűrűség és hőmérséklet következtében a hangsebesség többszörösével megindulnak a munkadarab felé. Az eljárás előnye a nagy vágási sebesség és a nagy vágási mélység, A plazmagáz sűrített levegő vagy nitrogén.
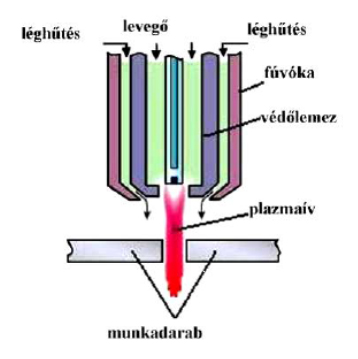
Plazmasugaras vágás
A plazmasugaras vágásnál az ellenpólust a vágófej biztosítja és nem a munkadarab. Amint a munkadarab felületére koncentrált nagyenergiájú plazmaív eléri a munkadarab felületét, az atomok és molekulák egyesülnek, így az ívben tárolt energia felszabadulása megolvasztja, és részben elgőzölteti a munkadarabot. A nagy mozgási energiájú plazmasugár lehetővé teszi az olvadt rész kiszorítását a munkadarabon lévő vágási résből.
A megmunkálást a plazmatronban előállított stabilizált plazmasugár végzi. A stabilizált ív vízhűtéses anód és katód között ég. Az ív előállításához nagy áramerősségű (100A) és viszonylag kis feszültségű egyenáramra van szükség. Az ív áramló munkagázban ég, ez a munkagáz a fúvókán áramlik ki, részben ionizált állapotban van, magas hőmérsékletű, nagy teljesítménysűrűséget képvisel.
A fej belsejében lévő magas olvadáspontú anyagból készült rúd a katód és körülötte lévő vízhűtéses fúvóka az anód. A katód anyaga általában W vagy Mo, az anód vörösréz. A nagy hőterhelése miatt vízhűtéssel kell ellátni. A plazmatronba gázbevezető cső megfelelő szelepekkel csatlakozik az esetleg szükséges védőgázok és a plazmát alkotó gáz bevezetésére.
Az igen magas hőmérsékletű plazmasugár a fúvókán 2-3 Mach sebességgel áramlik ki és ez a plazmasugár végzi el a vágást.
Plazmasugaras vágásnál a gáz áramlási sebességét a plazma teljesítményével és a fókuszfolt ármérőjével összhangban szabályozzuk, sima felületű vágatot kapunk. Mivel a haladási sebesség nagy, a plazma széle utáni légáram intenzíven hűt is, a plazma hatása nem terjed lényegesen túl a fókuszfolt átmérőjénél, ezért az anyag belsejében szövetszerkezeti átalakulásra nem kell számítani.
A plazmasugár magja igen magas hőmérsékletű, elérheti a 30000 K-t is, de a levegőn a külső része már csak 103 K körül van. Ez a hőmérséklet is elég azonban a legtöbb ismert anyag megolvasztására.
Elvileg bármilyen egyenáramot előállító eszköz lehet az áramforrás. Régebben dinamó látta el ezt a feladatot, ma már félvezető egyenirányítós tápforrások használatosak. A szükséges feszültség 50-400 V, áram 150-200 A szabályozható értékekkel.
A lángvágással szemben, ahol túlnyomórészt fémeket vágnak, a plazmasugaras vágás alkalmas egyéb anyagok vágására, mint pl. Al2O3 és egyéb kerámiák, üveg, kvarc stb. Könnyen oxidálódó anyagok (fémek) vágása esetén az Ar-ba célszerű H2 gázt is keverni.
Fémek közül az Al is kiválóan vágható, ami a hagyományos technikával közismerten nehéz feladat. Alkalmazásának nagy előnye még, hogy lemezkötegek is vághatók anélkül, hogy a vágatok szélei összehegednének.
Vágási hibák
- Vágandó anyag előkészítése nem alapos (felületi állapot, belső folytonossági hiányok)
- Vágóégő és a munkadarab távolsága nem állandó
- A munkadarabból kieső hulladék okozhat kettős ívet, mely akkor keletkezik, ha az égő fejrésze a munkadarabhoz ér.
A plazmavágás legfontosabb technológiai jellemzői:
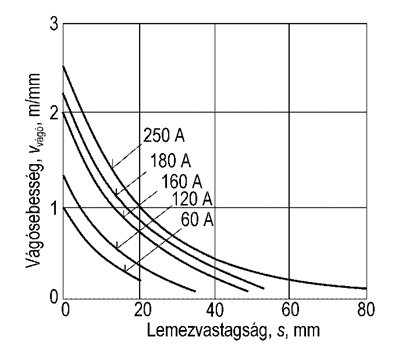
- A vágandó anyag vastagsága
- A pisztoly, ill. fúvóka kialakítása
- A munkagáz fajtája és keveréke
- Az áramerősség és a feszültség
- A volfrámelektróda mérete és távolsága a fúvóka felületétől
- A fúvóka távolsága a vágandó anyag felületétől
- A vágás sebessége és iránya
A plazmavágás technológiája érzékeny a vágandó anyag előkészítésére (felületi állapot, belső folytonossági hiányok stb.), valamint a vágás során az égő- és a munkadarab-távolság állandóságára. Különösen a leeső hulladék, ill. a vágandó darab vetemedése miatt jelenthet veszélyt az égő fejrészének munkadarabhoz való érintkezése során létrejövő ún. kettős ív.
|